




Kalıp denemesi sırasında, kalıplama hataları genellikle kesin bir tahmin olmadan meydana gelir; bu nedenle iyi bir kalıp deneme mühendisi, enjeksiyon makinesinde harcanan süre boyunca maliyet arttığından, nedenini mümkün olduğu kadar hızlı yargılayacak zengin deneyime sahip olmalıdır.
Burada ekibimiz biraz tecrübe biriktirdi, eğer bu paylaşım benzer problem çözmenize fayda sağlayacak küçük bir ipucu verebilirse çok mutlu olacağız.
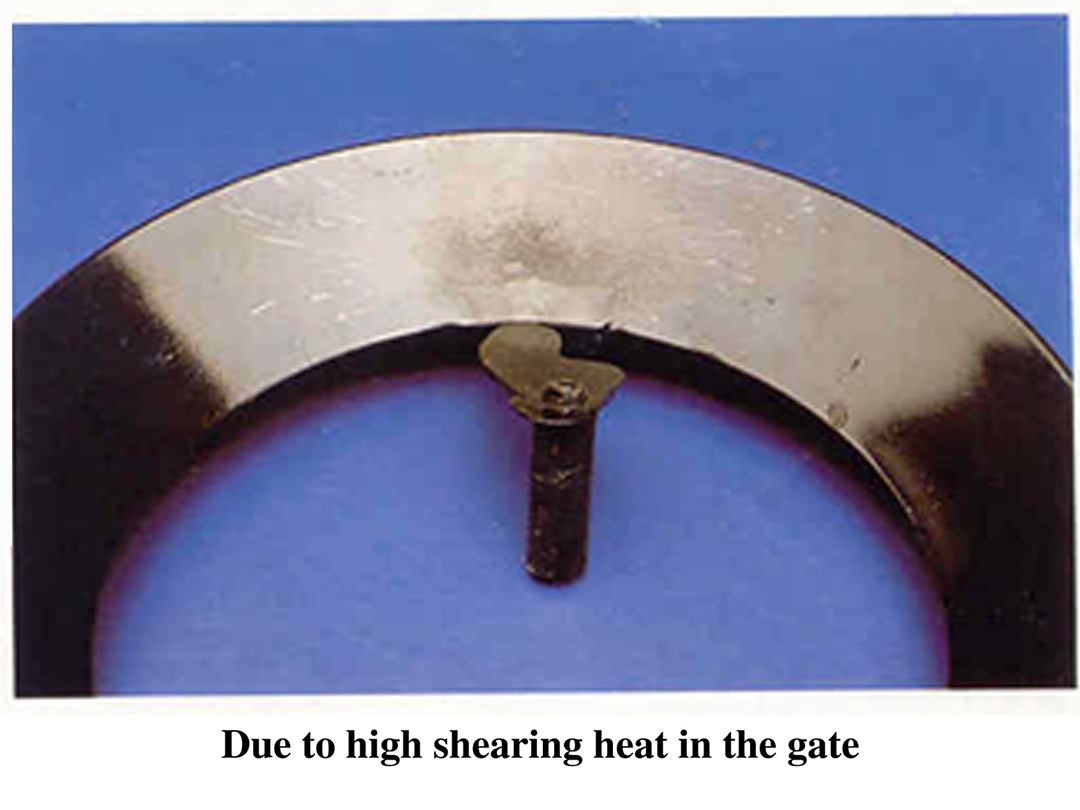
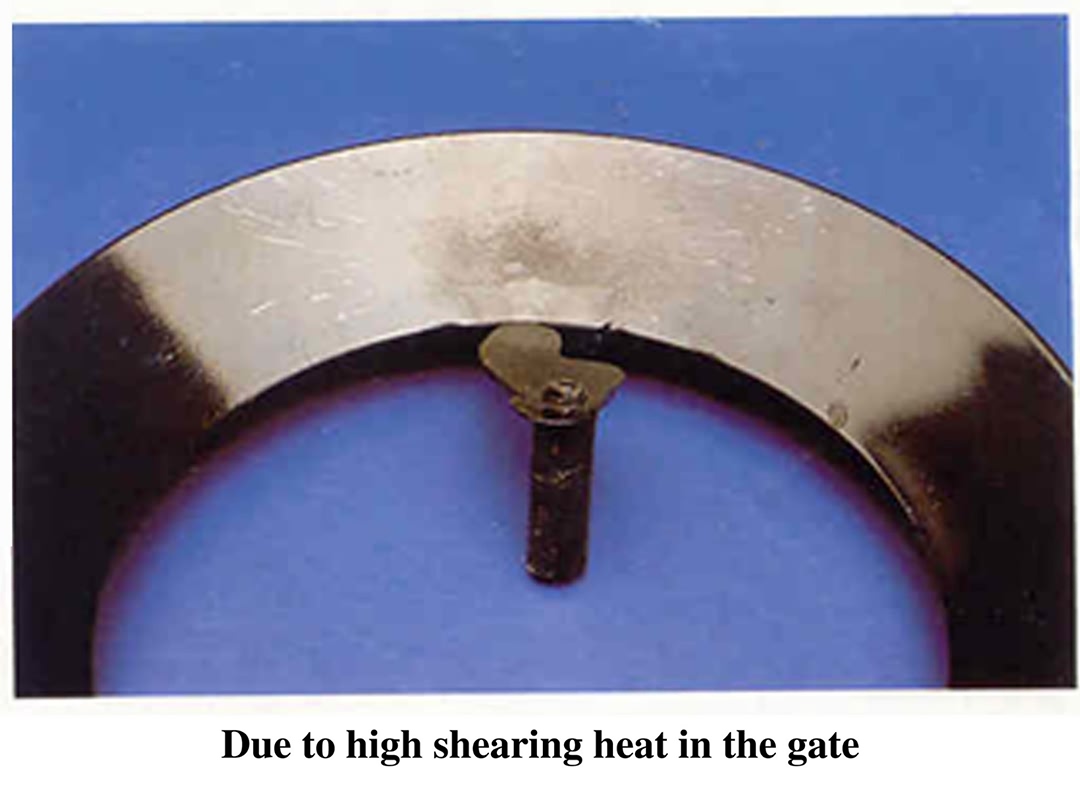
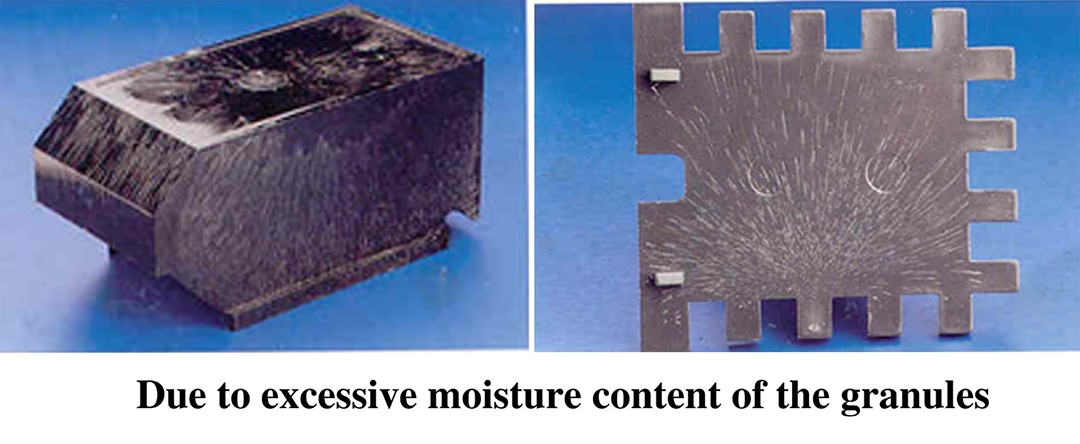
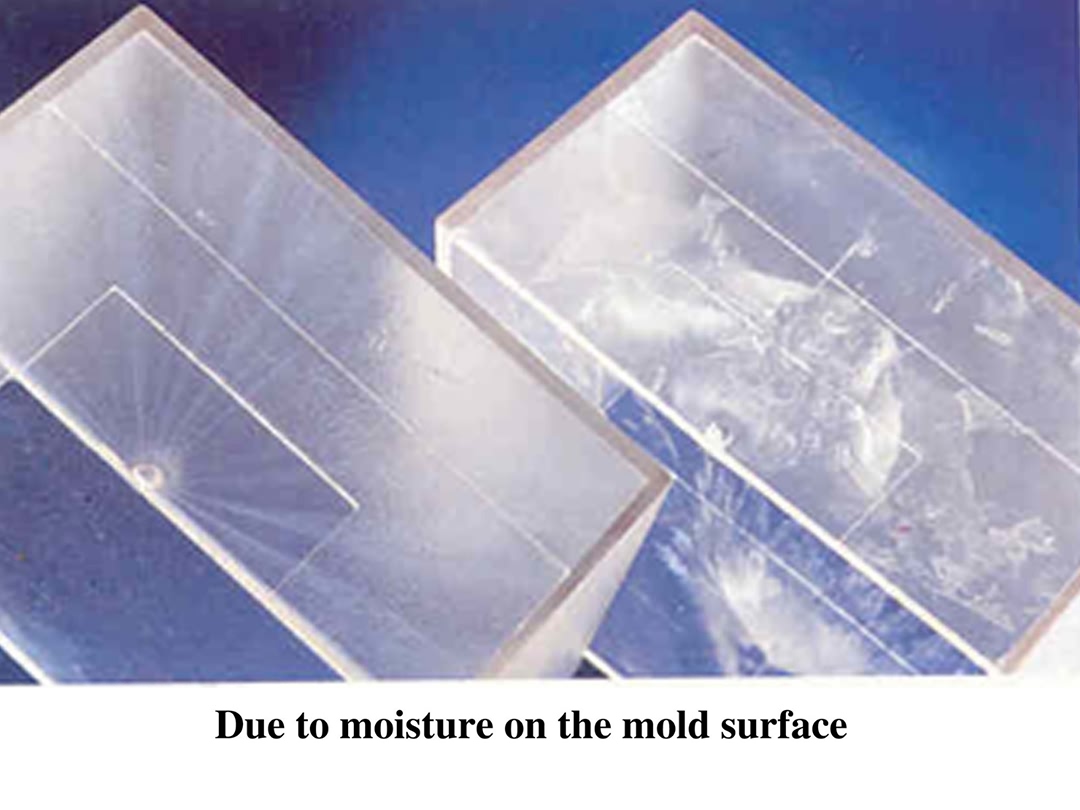
Burada üç işaretten bahsediyoruz: “Yanmış İzler”, “Islak İzler” ve “Hava İzleri”.

Özellikler:
·Periyodik olarak görünen
·Dar kesitte veya hava kapanı konumunda görünme
·Erime sıcaklığı neredeyse enjeksiyon sıcaklığının üst sınırıdır
·Kusurun, pres vidası hızını azaltarak belirli bir etkisi vardır.
·Plastikleşme süresi çok uzun veya pres vidasının ön kısmında çok uzun süre kalıyor
·Geri dönüştürülmüş plastik malzeme aşırı kullanılmış veya malzeme daha önce birkaç kez eritilmiş
·Sıcak yolluk sistemi ile kalıpta görünme
·Kapalı nozullu kalıp (Shut Off Nozzle)
Özellikler:
3、Hava İşaretleri
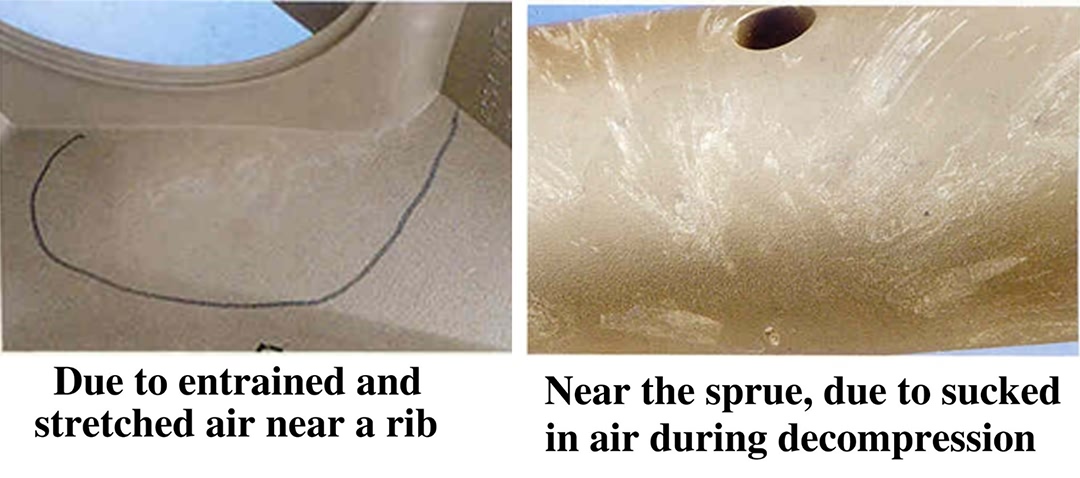
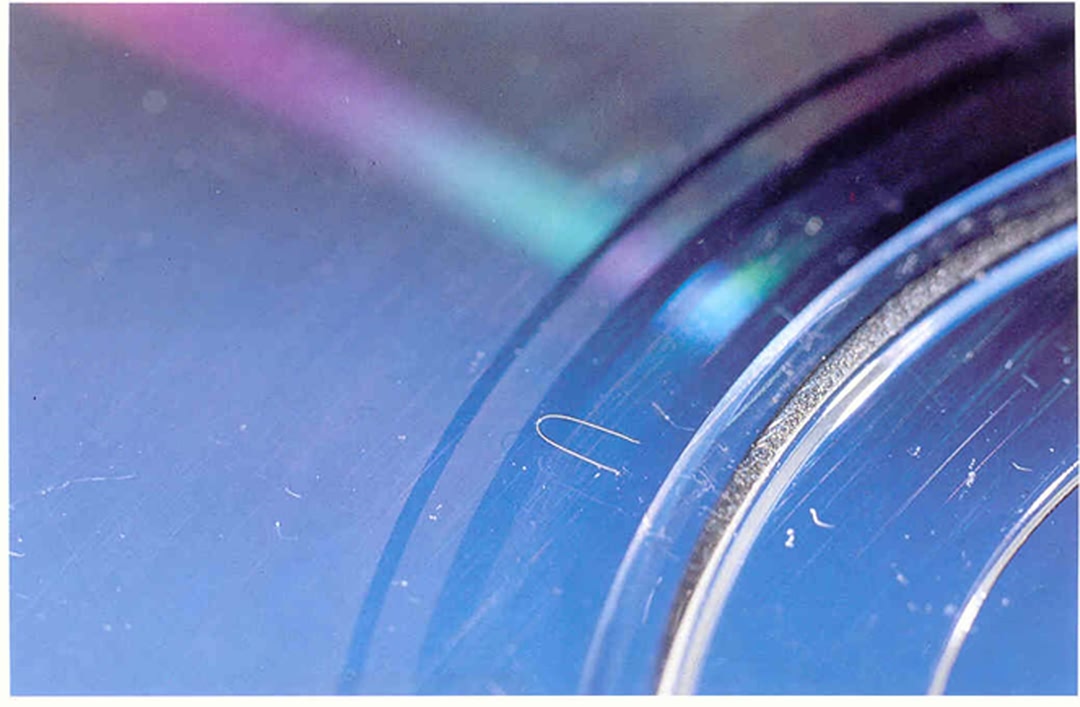
Genel olarak, hava izlerinin şekilleri pürüzlüdür, gümüş veya beyaz renktedir, sıklıkla küresel/kavisli yüzeyde görülür, kaburga/duvar kalınlığı değişen alanlarda veya nozulun yakınında görülür, kapı girişinde genellikle ince hava işaretleri tabakası görünür; Gravürde ayrıca hava işaretleri de görülüyor, örneğin: metin gravürü veya yerin çöküntü alanı.
Yukarıdaki türlerin dışında parça yüzeyinde “Cam elyaf işaretleri” ve “Renk işaretleri” de bulunmaktadır. Dolayısıyla ileride daha fazla kalıp hatası deneyimi linkedin üzerinden sevgili dostlarla paylaşılacaktır, paylaşımım hakkında farklı görüşleriniz varsa lütfen Lütfen yorumlarınızı bana bildirin, bildiğimiz gibi linkedin bizim için her zaman paylaşmamız, öğrenmemiz ve gelişmemiz için iyi bir platformdur!
Gönderim zamanı: 26 Ekim 2020